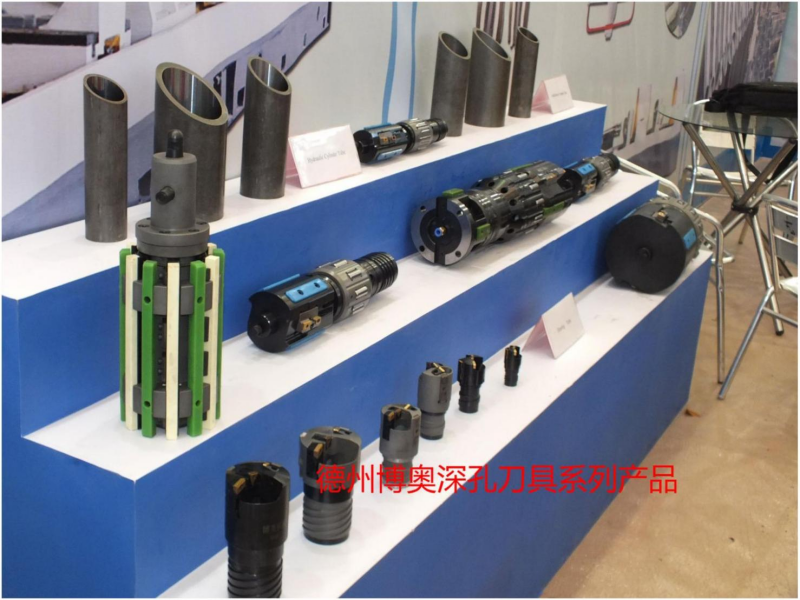
Светски напредни хидраулични SRB алатки за опрема за длабоки дупки
Пневматски досадни алатки
| Опсег на дијаметар | Досаден бар | Опсег на дијаметар | Досаден бар | Опсег на дијаметар | Досаден бар |
| Φ35-Φ37 | Φ32 | Φ38-Φ43 | Φ35 | Φ44-Φ48 | Φ40 |
| Φ49-Φ60 | Φ43 | Φ61-Φ72 | Φ56 | Φ73-Φ77 | Φ65 |
| Φ78-Φ87 | Φ70 | Φ88-Φ107 | Φ80 | Φ107-Φ137 | Φ100 |
| Φ138-Φ177 | Φ130 | Φ178-Φ250 | Φ160 | Φ250-Φ400 | Φ220 |
Хидраулични SRB алатки
Операција:
Има груба здодевна глава на горниот крај, со три групи на индексни влошки (механичко стегање) и три групи на карбид водилка.Груба здодевна глава го отсекува најголемиот дел од материјалот, позади со пловечка глава за скијање, во која се поставени три групи (шест парчиња) фини влошки.Главата за скијање го намалува брановиот знак и го коригира отстапувањето на површината.Задниот дел од ролериската глава за жарење на алатот, со 640 валјаци кои работат на внатрешниот ѕид на дупката, кои можат да ја формираат мазната површина и да добијат подобар профил.По завршувањето на обработката, влошката за скијање се собира под хидраулична контрола, додека валјакот може да се повлече и за да се спречи оштетување на површината на дупката.
Карактеристики:
Обработка на ладно извлечена челична цевка без шевови, заварена ладно влечена цевка, цевка со топла валјак и лиена цевка.Лесно и брзо приспособете ги големините на влошките, песочните ролки за водење.По завршувањето на дејството, кертриџот за скијање, водилката и валјакот брзо се повлекуваат, ефикасно заштитувајќи од оштетување на површината на дупката.Усвојување на дизајнот со висока ефикасност, интегрирање на пет процедури во еднократниот процес за отстранување на големото отстранување на залиха, што значително ја подобрува продуктивноста што е 20 пати повеќе од традиционалната машина за брусење и 510 пати обична машина за дупчење со длабоки дупки, а во меѓувреме го продолжува работниот век на алатите.По обработката, тврдоста на површината се зголемува за околу 30%, прецизноста е до IT8 погоре. Грубоста е до Ra 0,050,2μm.За да се подобри компатибилната прецизност, да се зголеми отпорноста на абење и да се продолжи работниот век на резервните делови.По валкањето со валјак, цилиндерот за масло станува антикорозивен и отпорен на абење, постигнувајќи одлична завршна обработка на површината и продолжување на животниот век на заптивниот прстен или деловите за заптивање.